Additive Manufacturing (AM) continues to transform industries – from aerospace to medical – with its ability to produce complex, lightweight parts that would be difficult or impossible to machine traditionally. But despite its innovation, AM faces persistent challenges, particularly when it comes to part quality and reliability.
Additive Manufacturing (AM) continues to transform industries – from aerospace to medical – with its ability to produce complex, lightweight parts that would be difficult or impossible to machine traditionally. But despite its innovation, AM faces persistent challenges, particularly when it comes to part quality and reliability.
One of the most significant issues in metal AM is porosity – tiny voids or gaps that can weaken a component and affect its long-term performance. While some degree of porosity may be expected in many AM processes, excessive or poorly distributed porosity can lead to build failures or compromised structural integrity. Fortunately, advances in high-resolution X-ray computed tomography (CT) offer a powerful way to detect, understand and reduce porosity across the entire AM workflow.
Where Porosity Begins – The Role of Powder Quality
The process starts with the powder, and its quality plays a crucial role in determining the final properties of the printed part. Variations in particle size, shape and internal structure can all introduce inconsistencies du ring printing. For example, internal porosity within the powder particles themselves – while not always immediately obvious – can propagate into the printed material, leading to defects that are difficult to detect using traditional inspection methods.
ring printing. For example, internal porosity within the powder particles themselves – while not always immediately obvious – can propagate into the printed material, leading to defects that are difficult to detect using traditional inspection methods.
Micro and nano CT scanning offers an effective way to evaluate powder batches before printing begins. Using systems like the RX Solutions EasyTom 230, manufacturers can assess the particle size distribution, morphology and internal integrity of the powder at very high resolution. Combined with advanced analysis software such as Volume Graphics by Hexagon, the data can be visualised in 3D and quantified, ensuring powders are uniform and free from internal flaws.
This proactive step helps reduce the likelihood of defects in the printed component – saving time, material and cost down the line.
Print Development – Understanding Porosity in Context
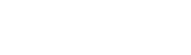
Even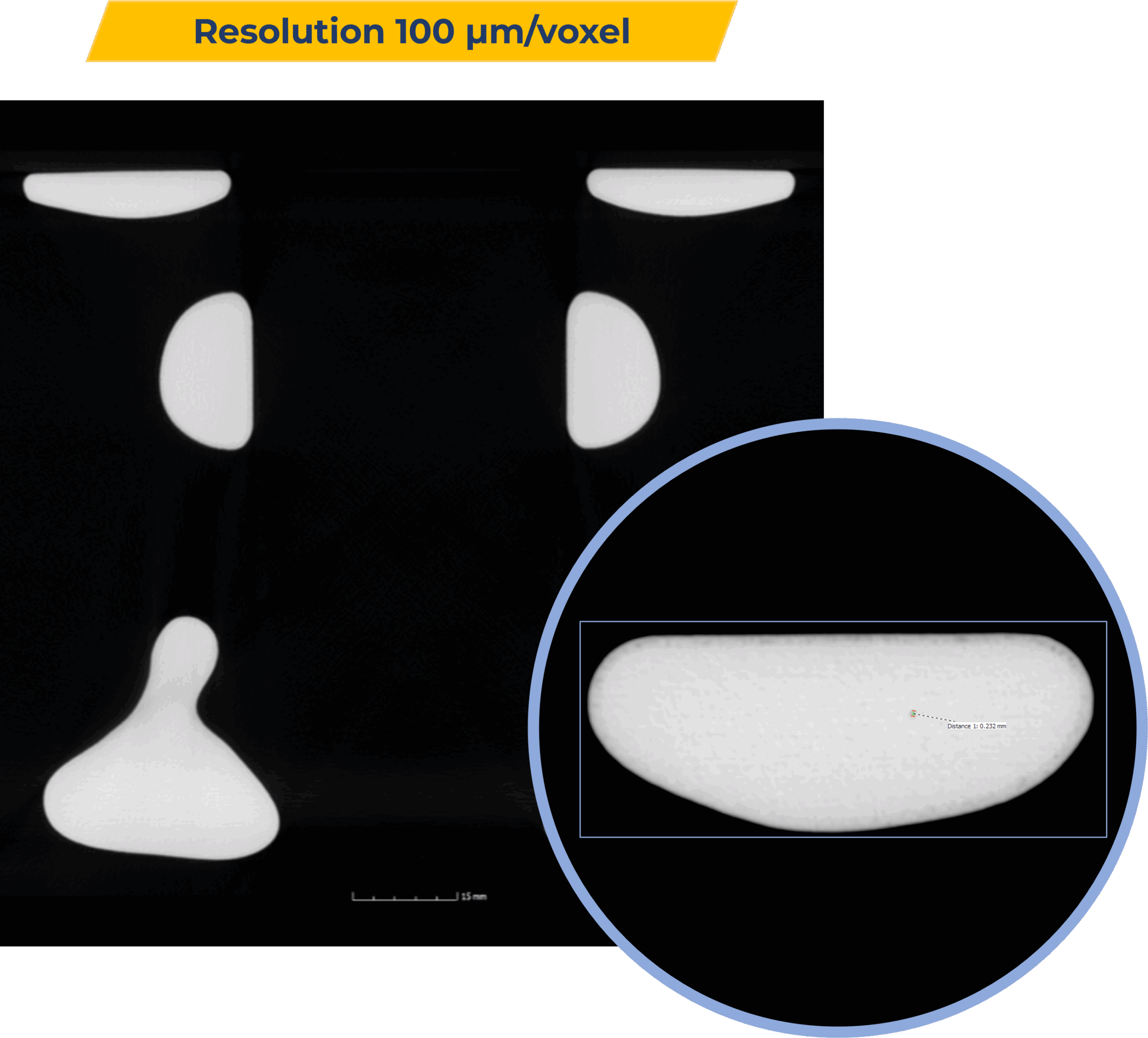 with ideal powder, porosity can still develop during the print process itself. Laser parameters, scan strategy, layer thickness, moisture and build orientation all influence how well the material fuses. To investigate and improve this, manufacturers often print test coupons, which can then be scanned using micro-CT to evaluate the presence and distribution of porosity.
with ideal powder, porosity can still develop during the print process itself. Laser parameters, scan strategy, layer thickness, moisture and build orientation all influence how well the material fuses. To investigate and improve this, manufacturers often print test coupons, which can then be scanned using micro-CT to evaluate the presence and distribution of porosity.
The location and shape of the porosity is especially important. CT scanning also helps engineers understand what might have caused the voids from appearing to map where voids are occurring – whether in critical load-bearing areas or at transitions in geometry. Adjustments can then be made to laser paths, power levels, or scan speeds to target problem areas, reducing porosity in future prints.
This feedback loop helps refine the process before full-scale production begins, improving consistency and mechanical strength.
If the printed part undergoes part  post process machining, it is possible to ignore defects which occur in machined areas. The user will be able to see if the internal porosity in the print will be visible at the surface of the machined part.
post process machining, it is possible to ignore defects which occur in machined areas. The user will be able to see if the internal porosity in the print will be visible at the surface of the machined part.
Post-Print Inspection – Looking Beyond the Surface
Once the printing process has been optimised, CT scanning continues to offer value through detailed non-destructive testing of production components. A full 3D scan of the part can verify: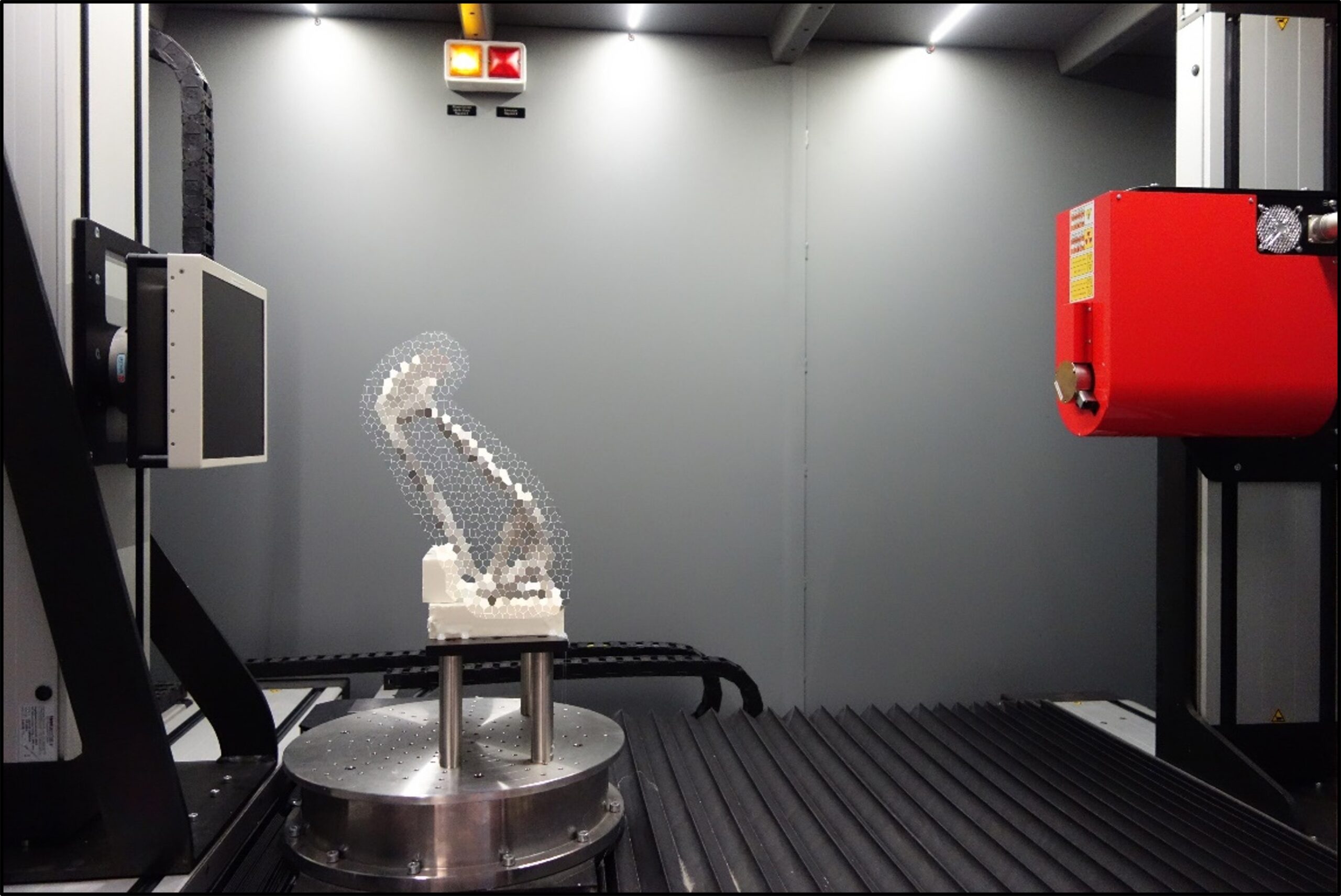
• The absence of residual porosity
• That there’s no unfused powder trapped inside closed cavities
• That the geometry matches the original CAD model
Advanced tools within software like Volume Graphics by Hexagon allow manufacturers to overlay scan data with the nominal CAD file, highlighting any deviations. Wall thickness measurements, geometric dimensioning and tolerancing (GD&T), and internal feature analysis can all be performed within the same workflow.
This level of inspection is particularly useful in industries with tight tolerances and high reliability requirements, offering a non-destructive way to ensure part integrity before functional use.
A Practical Solution to a Persistent Problem
As AM technologies continue to advance, so too must the methods for validating and maintaining the high quality of their output. CT scanning provides a practical, data-rich approach to tackling porosity and ensuring part quality – from powder characterisation through to final inspection.
At OR3D CT, we work with manufacturers across sectors to apply high-resolution CT scanning, using the RX Solutions EasyTom 230 system alongside Volume Graphics software, to help them improve print quality, optimise processes and gain deeper insight into their components.
Interested in learning more?
Whether you’re developing a new AM workflow or looking to improve consistency in production, CT scanning offers a powerful tool for understanding and solving print-related challenges. If you’d like to explore how CT can be integrated into your process, the team at OR3D CT is here to help.
Speak to us today on
+44 (0) 1691 777 774

3 Cedar Court, Brynkinalt Business Centre, Chirk, Wrexham, LL14 5NS
Find Us